

【製品紹介】ハンドナットランナで複数の締付プログラムを管理・切替
エスティックの製品は、製造現場が抱える様々な締付・圧入課題やニーズにお応えするために、作業性・機能性・応用性を追求しています。
複数の締付作業を1つのツールで対応できるハンドナットランナは、締付条件をスムーズに切り替えられる作業性が求められます。今回はハンドナットランナの締付プログラムを管理し、切り替えるための「チャンネル機能」を中心にご紹介します。

*ハンドナットランナシリーズの製品情報はこちらからご覧ください。
目次
締付プログラムを管理する「チャンネル」機能
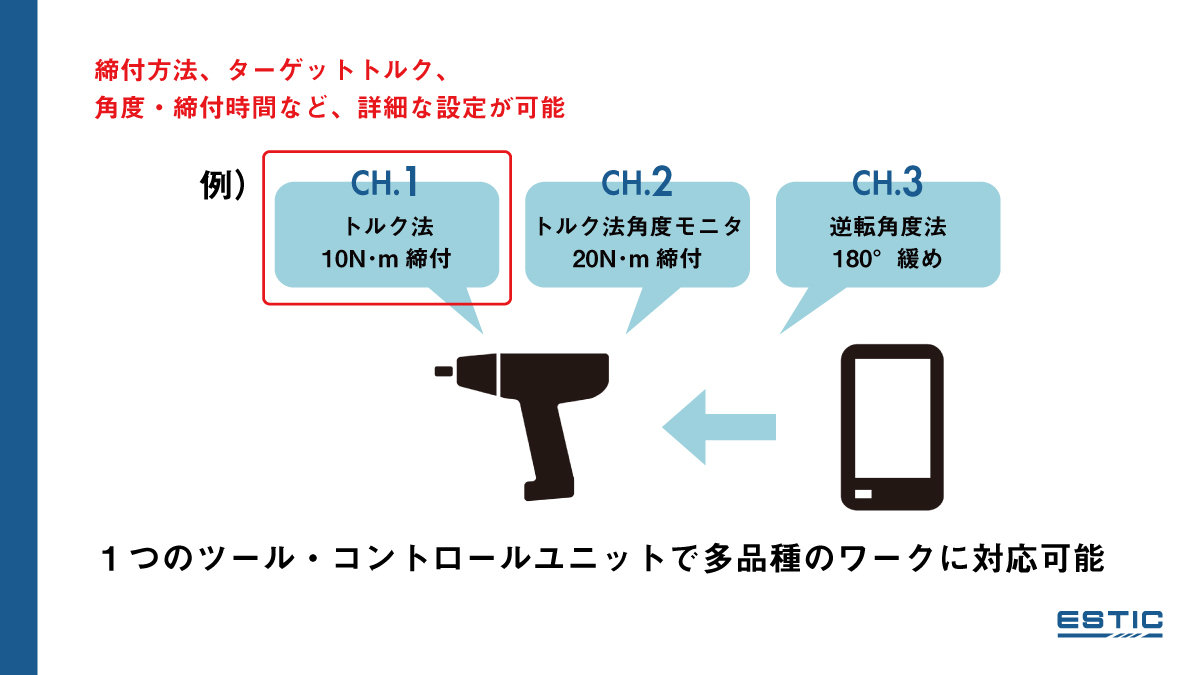
ハンドナットランナは、締付方法やターゲットトルクなどの条件をまとめた「締付プログラム」を切り替えることができます。
この締付プログラム(プログラムパラメータ)の単位を当社では「チャンネル」と呼びます。1つのチャンネルごとに、締付方法やターゲットトルクはもちろん、着座トルクや上下限のトルク・角度・締付時間など、詳細な設定が可能です。
1つのコントロールユニットにつき99チャンネル設定可能です。(ハンドナットランナ上位機種のHandy 2000 Touchには最大250チャンネルまで設定できる機能も備わっています。)
つまり、1つのツール・コントロールユニットで複数の締付作業を担うことができます。
多彩な締付方法を用意しており、締付・緩め・検査(チェック)を管理できます。
*Handy 2000シリーズで対応可能な締付方法:トルク法/トルク法角度モニタ/角度法/トルクor角度法/トルクand角度法/逆転角度法/イールド角度法/イールド法/検査トルク法
1回のトリガー操作で複数の締付プログラムを動作させる「マルチチャンネル」機能
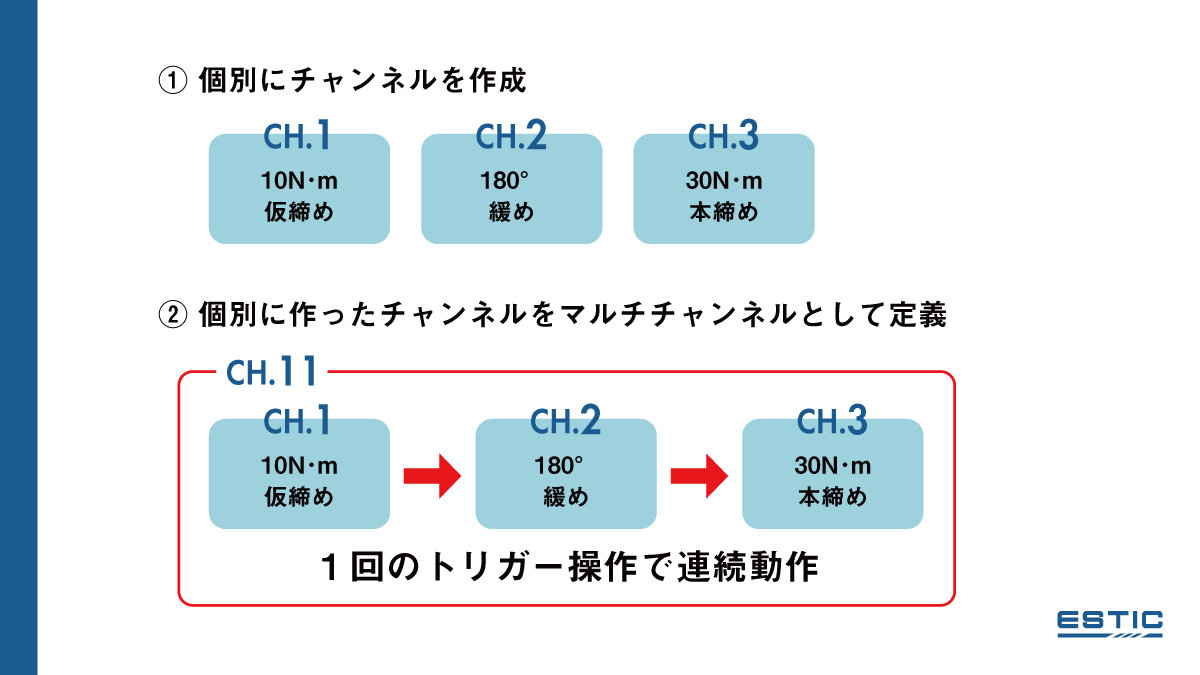
仮締め・緩め・本締めなど、複数の締付動作を連続して行いたい場面で便利なのが「マルチチャンネル」機能です。マルチチャンネルはチャンネル機能を応用し、複数の締付チャンネルを連続的に1つのチャンネルとして定義することで、1回のトリガー操作で複数の締付プログラムを動作させる機能です。
以下の動画は、仮締めをしてから少し緩めて、再度本締めをするマルチチャンネルを設定した場合の動作イメージです。
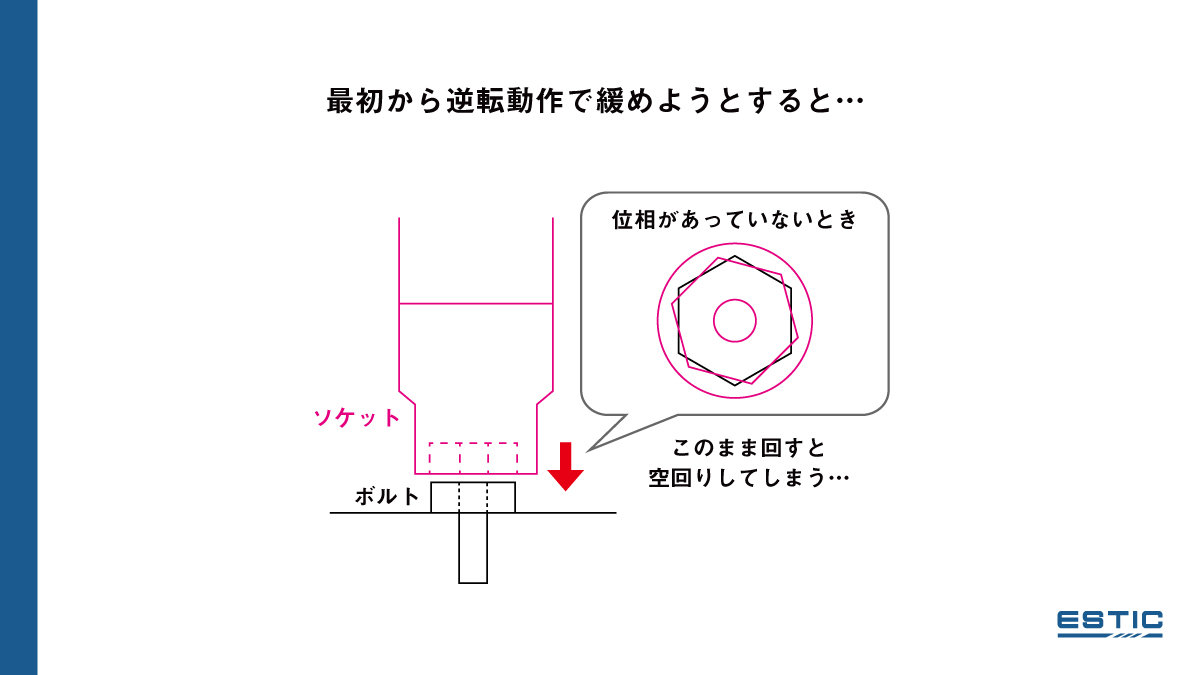
マルチチャンネルが役に立つ場面①ねじを緩める際のソケット入り(ソケット嵌合)動作
ねじを緩める際、最初から逆転動作で緩め方向に回そうとすると、位相が合っていないときに空回りしてしまいます。
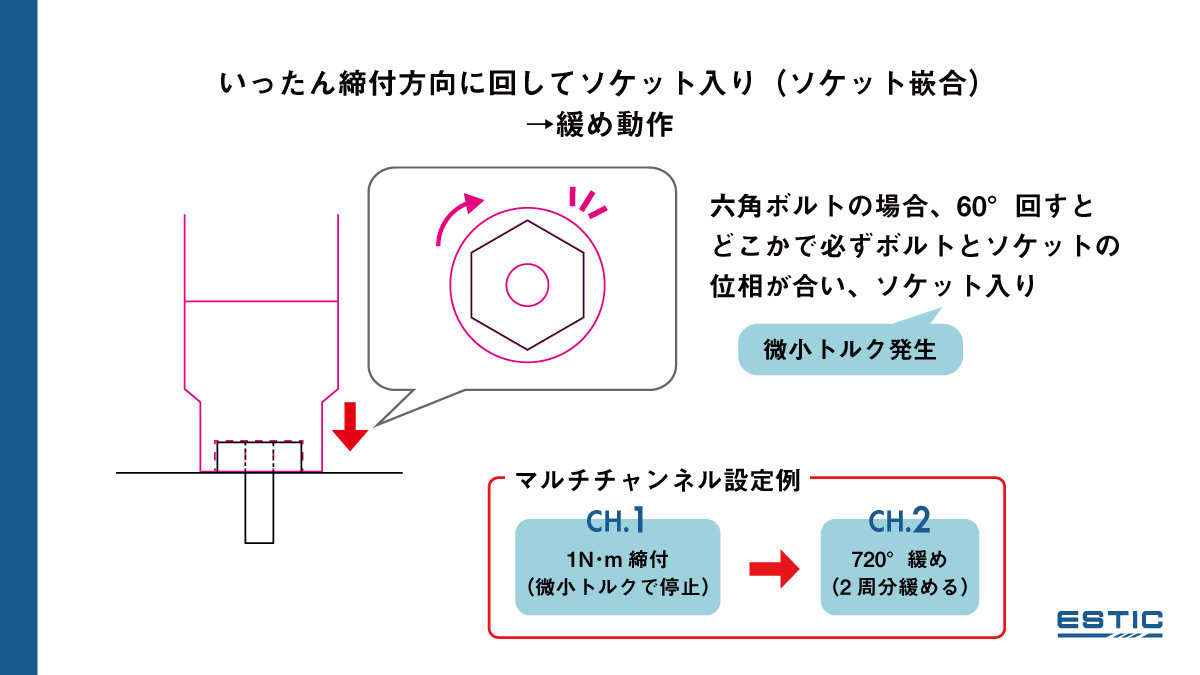
このとき、一旦締付方向にまわすことで、ボルトとソケットの位相が合ってソケットが降り、ソケット入り(ソケット嵌合)します。たとえば六角ボルトの場合、60°回すとどこかで必ず位相が合い、ソケット入りのタイミングで低いトルクを検知して停止します。
マルチチャンネルで以下のような設定を行います。
CH.1 締付方向に回転(目標トルク1N・m)→CH.2 緩め方向に720°回転
締付方向に回転してソケット入りしてストップし、2周分緩め動作を行いストップします。マルチチャンネルを使えば、作業者は1回のトリガー操作で上記の作業が可能になります。
*マルチチャンネル機能を使用したソケット入り・緩めの連続動作
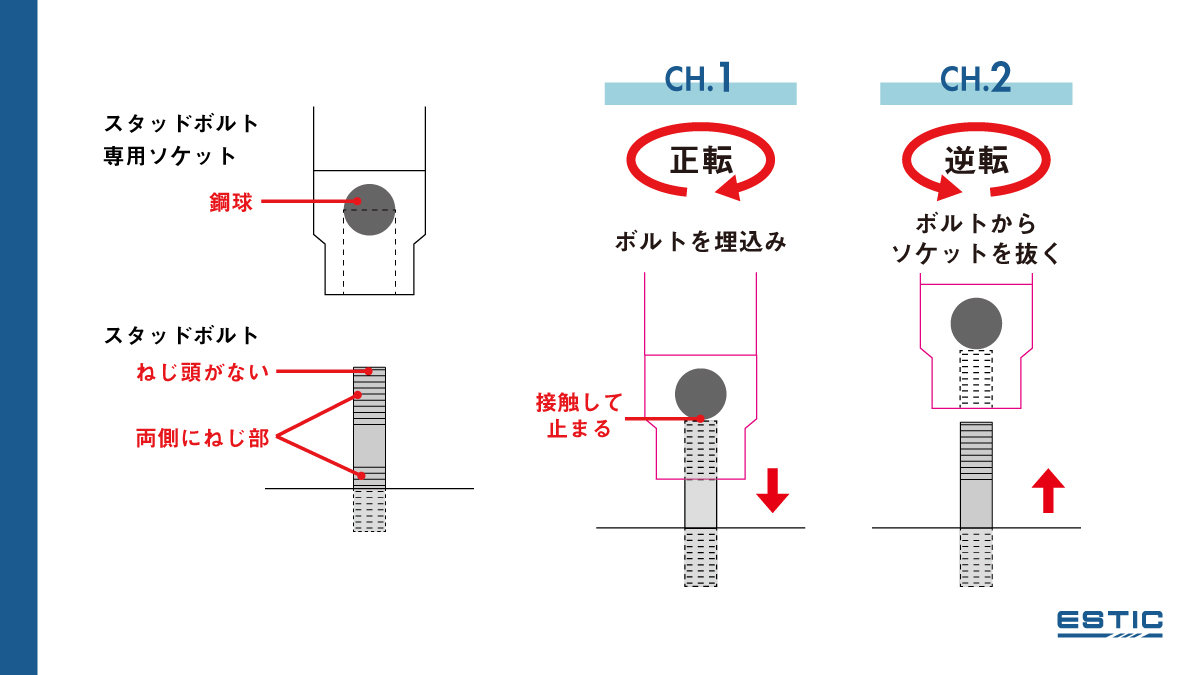
マルチチャンネルが役に立つ場面②スタッドボルト(植込みボルト)の締付
スタッドボルト(植込みボルト)はねじ頭がなく、両側がねじ部になっているねじのことです。スタッドボルトを締めるための専用ソケットは、ソケット内がねじ穴になっており、奥に鋼球が埋め込まれています。スタッドボルトを締める際は、締付と緩めをセットにしたマルチチャンネルを使います。
CH.1 締付方向に回転→CH.2 緩め方向に回転
正転させるとボルトはワークとソケットに埋め込まれていきます。ソケット側は鋼球にぶつかると止まり、ワーク側はボルトに軸力が発生し、既定のトルクに到達すると停止します。その後、ボルトからソケットを抜くために逆転動作を行います。この一連の流れもマルチチャンネルで可能になります。
マルチチャンネルが役に立つ場面③その他
締結部分の馴染ませ処理(座面に凸凹がある際、なめらかにするために行う処理)や、仮締め後の緩め逆転時のボルト・ナットの焼付き検知にもマルチチャンネルは有用です。
正転と逆転を繰り返すような処理が工程内にあるなら、1回のトリガーで自動処理できるマルチチャンネルが便利です。
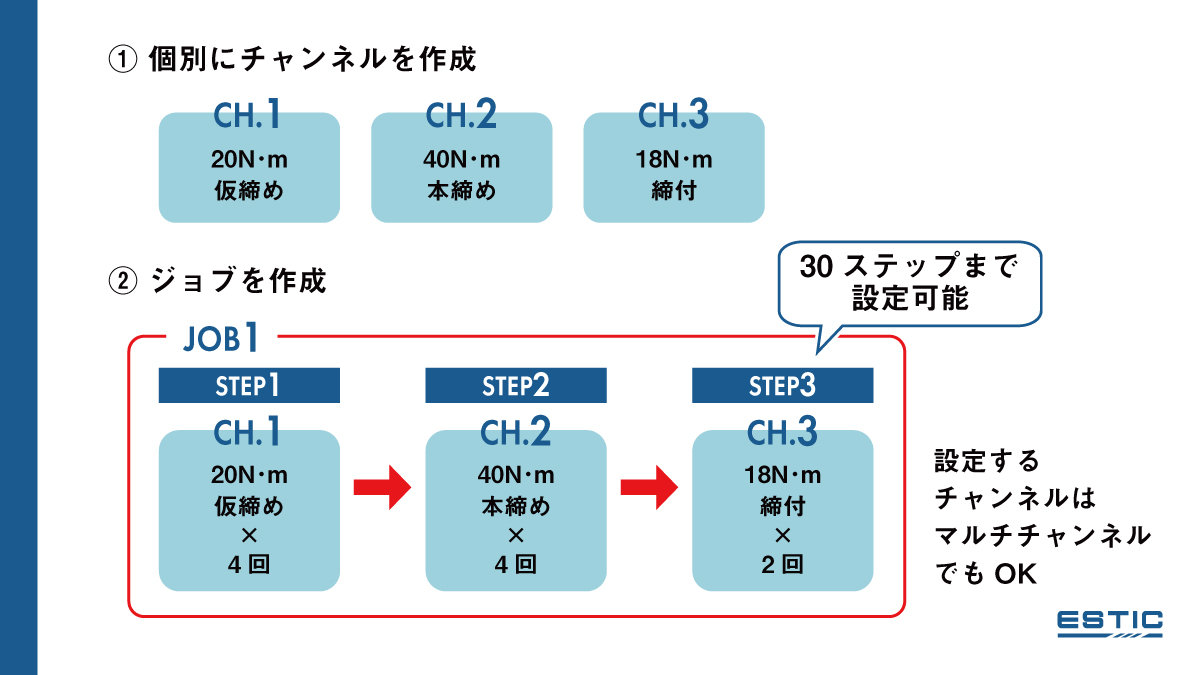
複数の締付プログラムを一連の作業として登録・管理できる「ジョブ」機能
複数の締付条件を決められた手順で実行・管理する必要がある作業工程で便利なのが「ジョブ」機能です。ジョブ機能は、複数の締付プログラム(チャンネル)を順序立てた一連の作業として登録・管理できる機能です。
PLC等の外部制御がなくても自動で締付プログラムの切替が可能です。
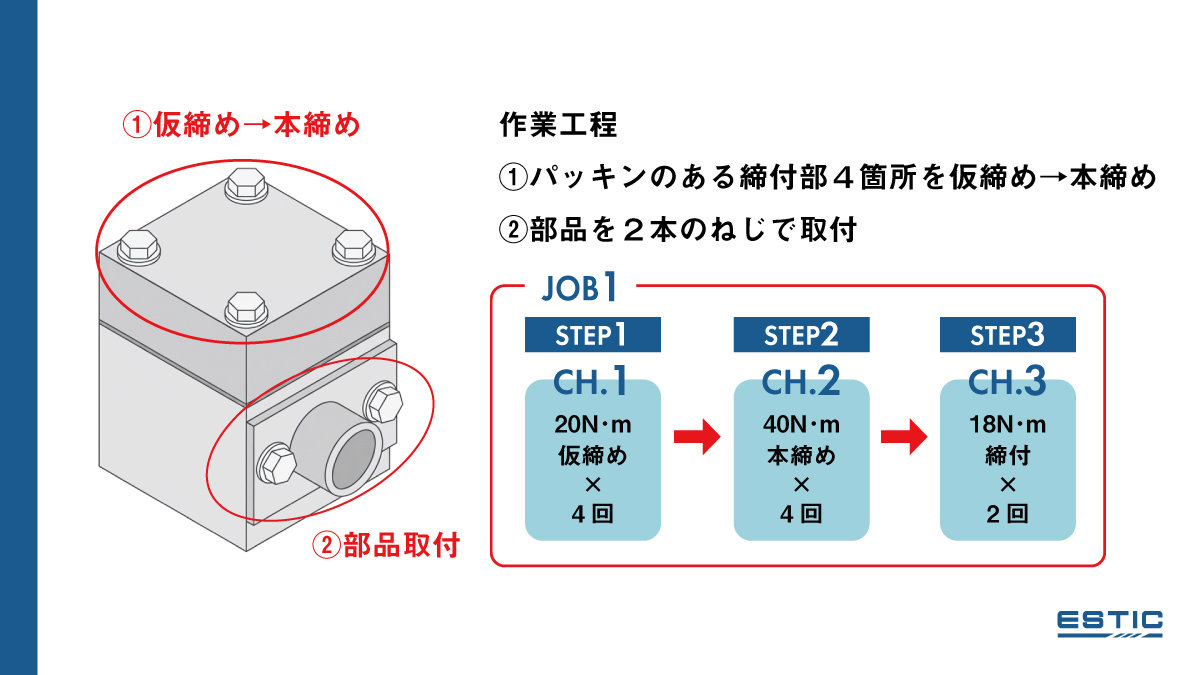
ジョブが役に立つ場面①仮締め・本締め作業の工程管理
仮締め・本締めが必要なねじが複数ある工程でジョブ機能は便利です。
たとえばパッキンやガスケットなどの介在物がある締付部位では、最初に仮締めで介在物を均一に潰し込んだのちに本締めを行うことがあるため、複数のトルクを使い分ける必要があります。他にも同じ工程内でいくつかの部品を取り付けるなど、複数の締付トルクが必要となる際にジョブ機能が役立ちます。
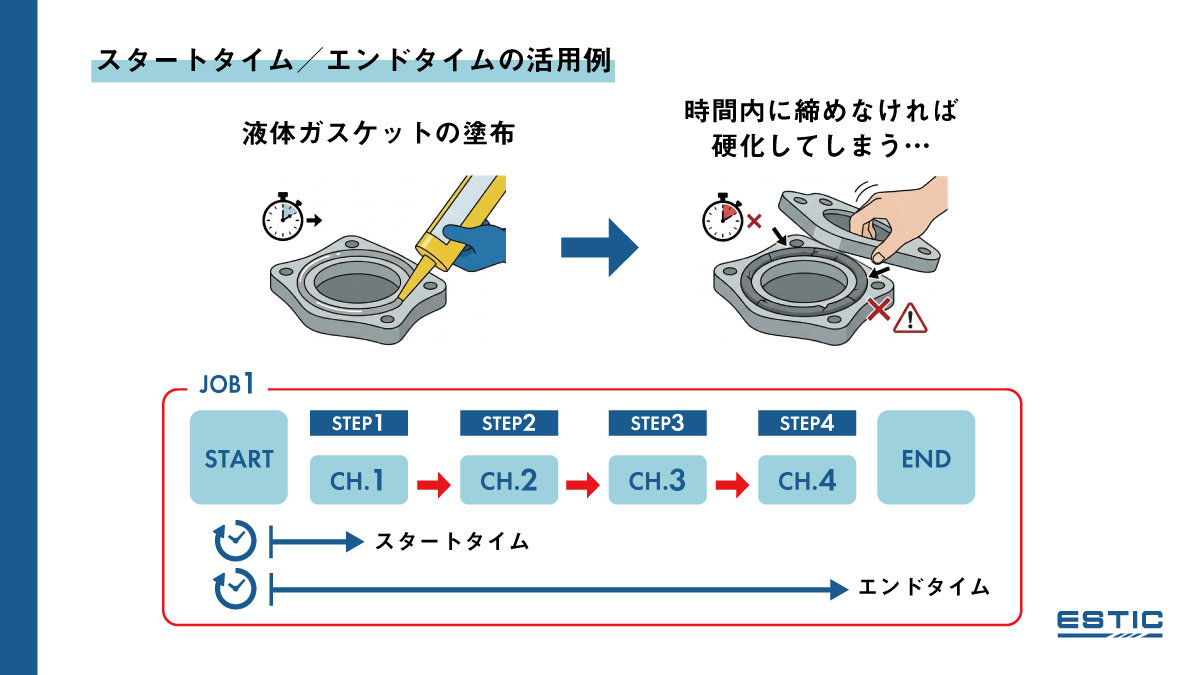
ジョブが役に立つ場面②限られた時間で作業が必要なとき
限られた時間で作業が必要なときに便利なのが、スタートタイムとエンドタイムの設定です。
- スタートタイムの設定:ジョブの入力から最初のSTEP開始までの待ち時間を設定します。時間内に動作をスタートしない場合、ジョブは無効終了します。
- エンドタイムの設定:ジョブの入力から完了までの上限時間を設定します。設定時間以内にジョブが完了しない場合、それ以降のステップで動作が禁止されます。
たとえば、液体ガスケットや速乾性のボンドなどを塗布した後に締付を行う場合などに活用されます。液体ガスケットは時間が経つと硬化してしまい、締付品質に問題が出てしまいます。作業開始までや作業完了までの上限時間を設定し、時間が過ぎた場合はジョブを終了させることで、不良品を流出させてしまうまえに、作業を中断できます。
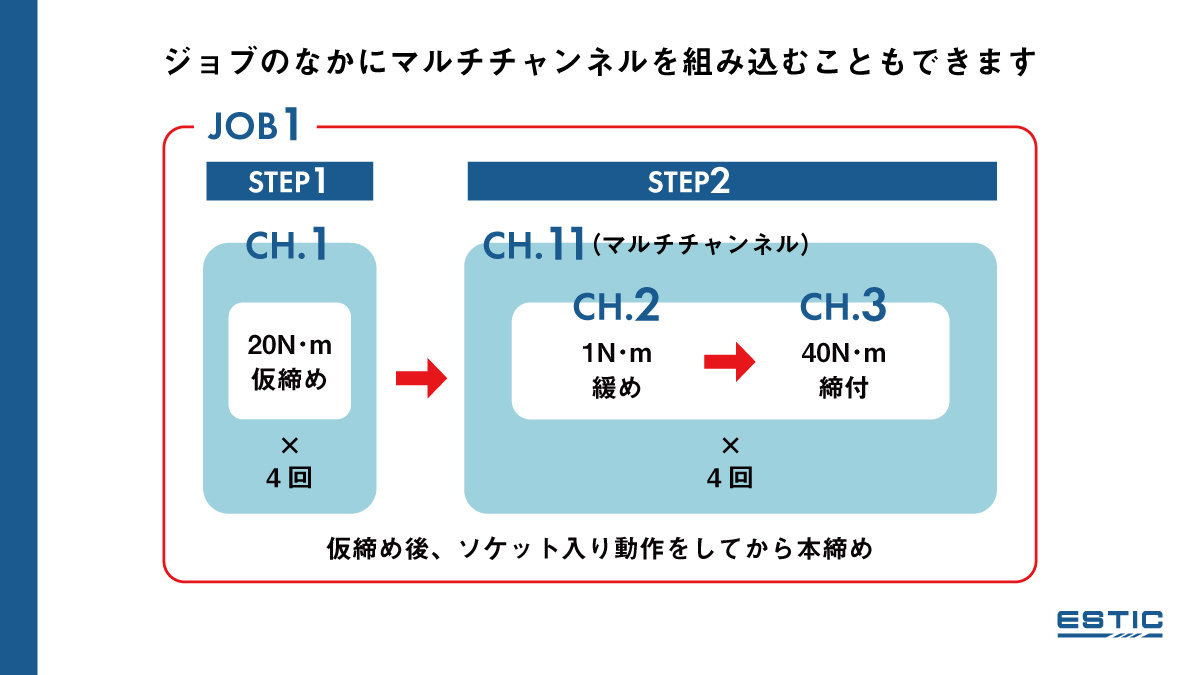
ジョブとマルチチャンネルの組み合わせ
ジョブにはマルチチャンネルを割り当てることもできます。
仮締め後、一旦緩め方向にまわすことで、ボルトとソケットの位相が合ってソケットが降り、ソケット入り(ソケット嵌合)します。1トリガーでソケット入りして本締めができるので便利です。
ここまではマルチチャンネル機能とジョブ機能を含む、チャンネル機能についてご紹介しました。ここからはチャンネルの切替方法についてご紹介します。
チャンネル/ジョブの切替方法
チャンネルやジョブの切替方法をご紹介します。以下の動画では、3つの切替方法を簡単にご紹介しています。
①CH-INT(チャンネルインターナル)/JOB-INT(ジョブインターナル)
コントロールユニットのパネル操作でチャンネル/ジョブを切替。
簡単に締付プログラムを切り替えられるため、テストトライなど限定的な場面での使用を推奨します。作業現場では締付プログラムを誤って変更してしまうと品質問題になりかねないため、複数のチャンネルを使用する現場では以下の②③の切替方法を使用していただくことがほとんどです。
②CH-EXT(チャンネルエクスターナル)/JOB-EXT(ジョブエクスターナル)
外部からの信号入力によりチャンネル/ジョブを切替。
押しボタンやセレクトスイッチにチャンネル(ジョブ)を割り付け、チャンネル(ジョブ)を切り替えることができます。
また、ハンドナットランナのアクセサリ「ソケットトレイ」による切替も可能です。ソケットトレイを接続し、ソケットを選ぶと自動でチャンネルが切り替わります。(チャンネルコール機能)
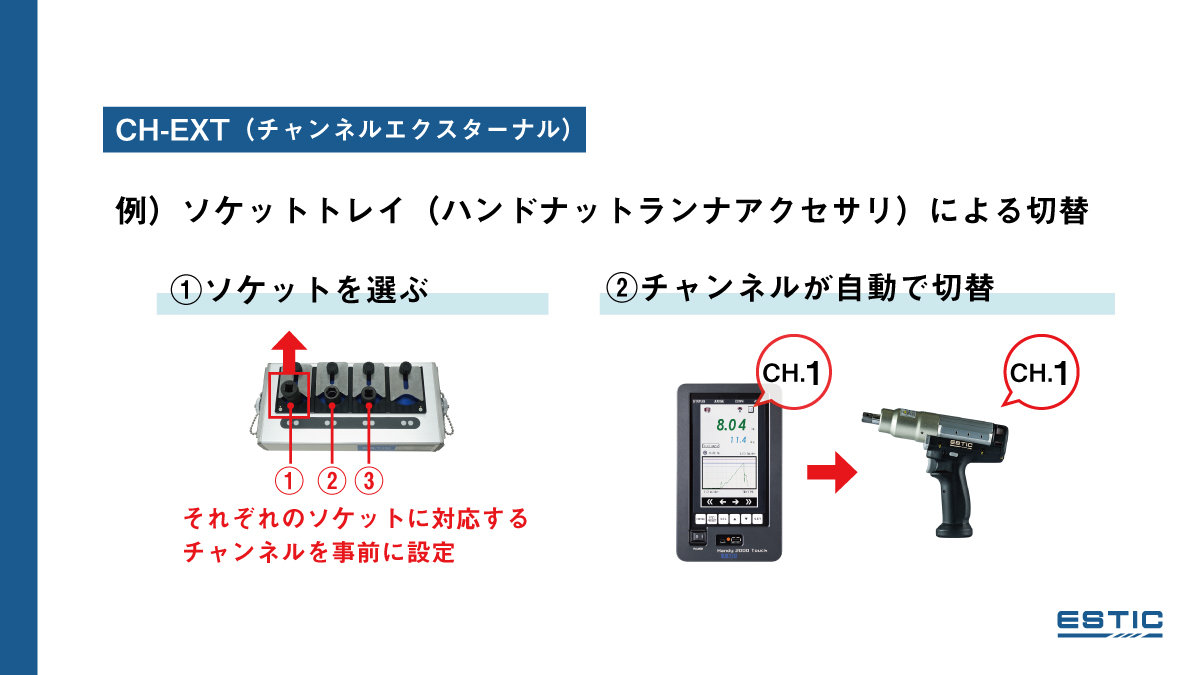
*ソケットトレイのチャンネルコール機能
③ID(Identifier):バーコード読み取りによる切替
ID(Identifier)はバーコード・二次元コード読み取りによってチャンネルやジョブを切り替える方法です。
ワークのシリアル(車体番号(VIN)や部品番号)などを読み取ることで、チャンネルやジョブが自動で切り替わります。締付完了後にはロックがかかり、次のワークを読み取ると締付可能になります。
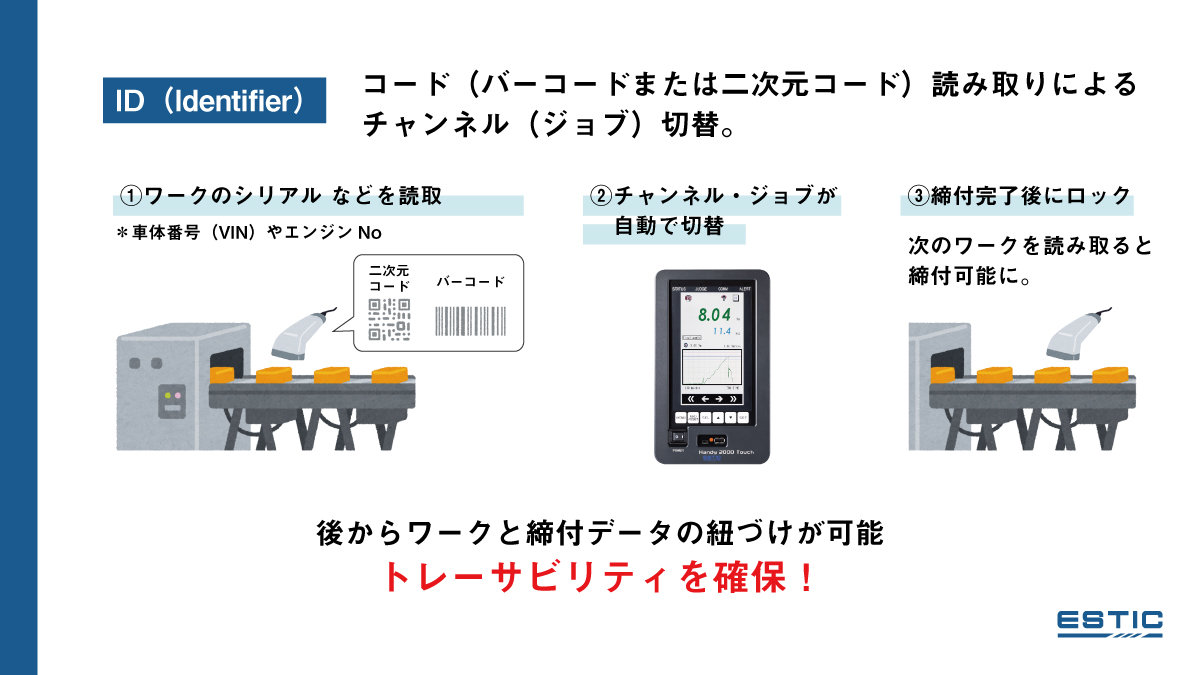
この機能を使うことで、ワークと締付データの紐づけが可能になり、トレーサビリティを確保できます。
新型コードレス(EHC2シリーズ)には「AIMキット」というアクセサリがあり、バーコード・二次元コードの読み取り、チャンネルやジョブの切替が可能です。
*AIMキットによるバーコード読み取り動画
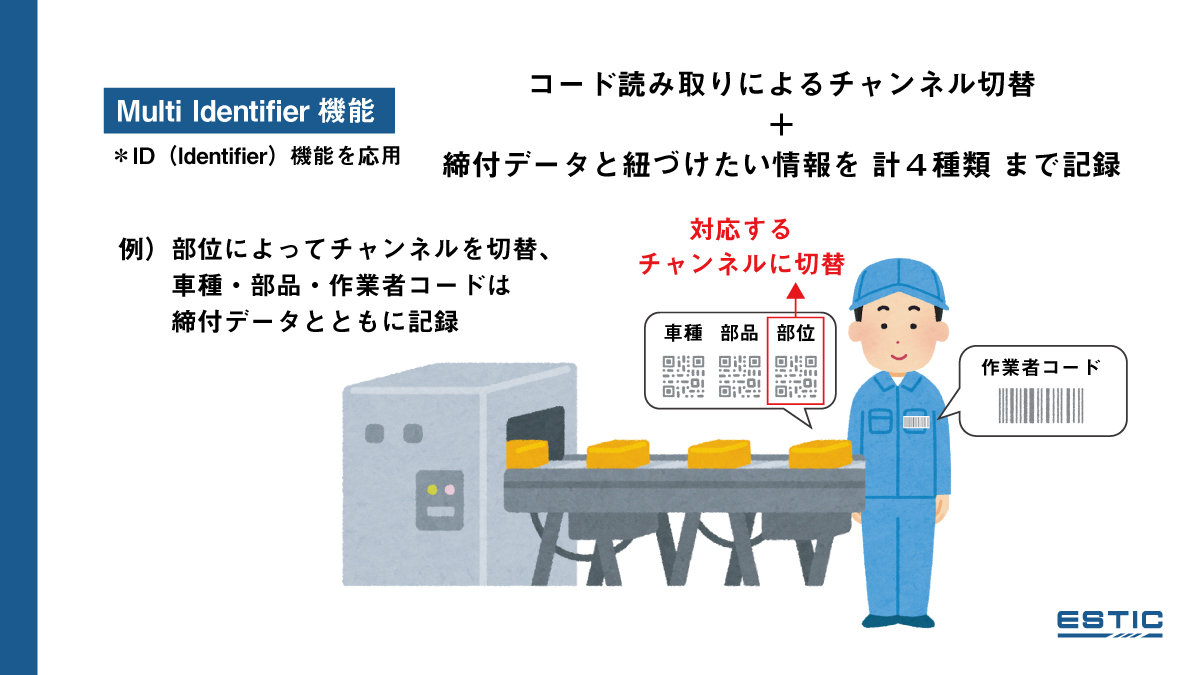
Multi Identifier機能*について
*一部対象外のバージョンがあります。事前にご確認ください。
Multi Identifier機能はID(Identifier)機能を応用し、バーコード・二次元コード読み取りによるチャンネル切替に加えて、締付データと紐づけたい情報を 計4種類 まで記録させられる機能です。
たとえば、締め付ける部位によってチャンネルを切替、車種・部品・作業者コードは締付データとともに記録できます。
まとめ
チャンネル機能を使いこなすことで、以下のメリットがあります。
- 自動で締付プログラムを切り替えることで締付作業をスムーズに→サイクルタイム短縮・ヒューマンエラー防止
- 締付データとさまざまな情報を紐づけることでトレーサビリティを確保
今回はハンドナットランナの「チャンネル機能」に関連する機能のご紹介を行いました。当社の製品は他にも製造現場の課題を解決するための機能を多数備えています。締付について何かお困りごとがありましたら、まずは一度ご相談ください。